开炼机与平板(bǎn)硫化机常搭配使用,核心原因是二者在橡胶 / 塑料(liào) “混炼 - 成型” 工艺流程(chéng)中存在强功能互补性—— 开(kāi)炼机负责(zé)完成 “原(yuán)料预处理与均匀混合”,为后续硫化成型提供合格的胶料 / 料坯;平板硫化机则承接 “加压加热硫化”,将混合好的物料转化为最终的定型产品。二者协同可(kě)形(xíng)成完整、高效的生产闭环,具(jù)体逻辑可从(cóng)工艺需(xū)求(qiú)、设备特性、生产效(xiào)率三个维度拆解:
一(yī)、从 “橡胶 / 塑(sù)料硫化(huà)工艺” 本质需求看:二者是 “前处理” 与(yǔ) “终成型” 的必经环节
橡胶(或热固性塑料)的(de)最终(zhōng)产品(如密封件、胶板、O 型(xíng)圈等)需经(jīng)过 “混炼(liàn)→成型→硫化” 三大核心步骤,其中开炼机和平板硫化机分别对应前两步关键操(cāo)作(zuò),且(qiě)存在严格的流(liú)程先后关(guān)系:
-
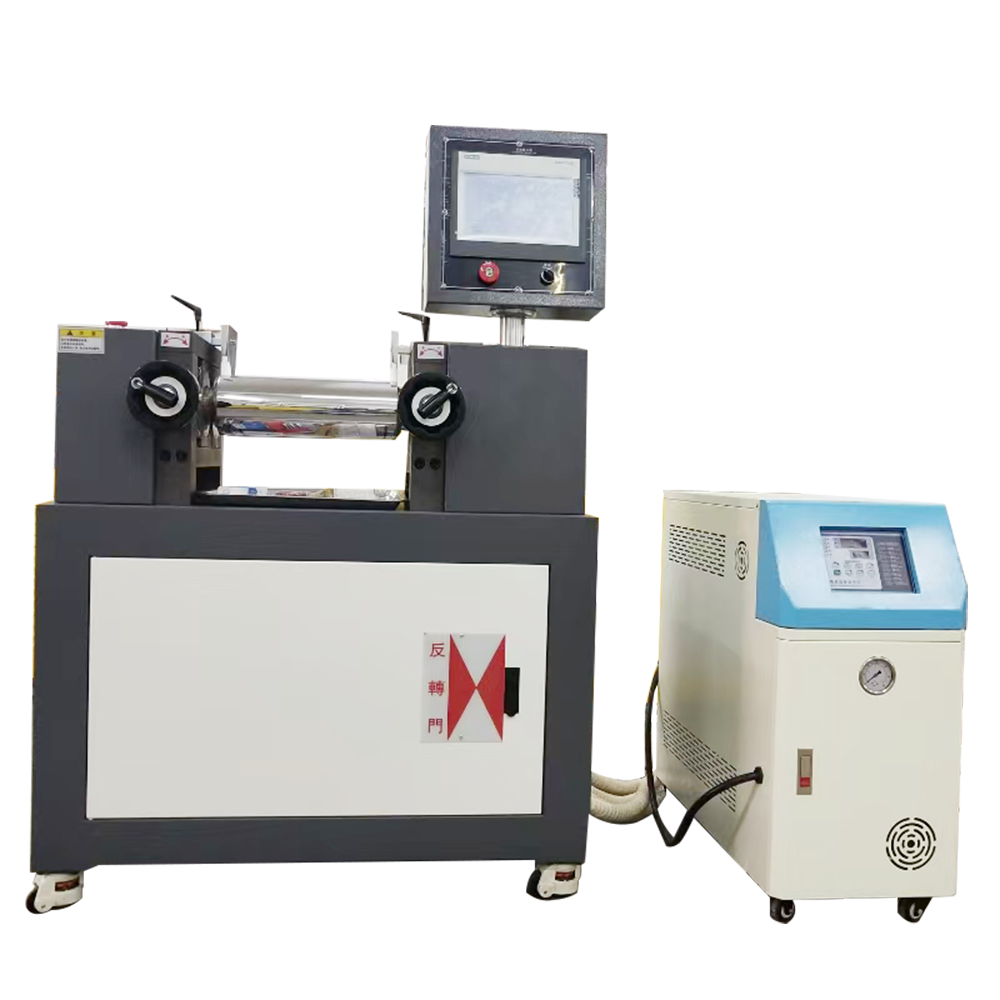
第一步:开炼机完成 “混炼与塑(sù)化”(为硫化打基础)
橡胶原料(生胶)本身不具(jù)备实用性(xìng)能(如弹(dàn)性差、强(qiáng)度低),需先与硫化剂、补强剂、填充剂、防老剂等多种助剂混合均匀,才能形成 “可硫(liú)化的胶料”。
开炼机的核心功能(néng)就是通过两个反向旋转的加热辊筒,利用辊筒间的剪切力、挤压(yā)力和温度(dù),将生(shēng)胶与(yǔ)助剂充分揉合、分散,最终制成 “厚度均匀(yún)、成分(fèn)一致的胶片 / 胶坯”(行业内称 “混炼胶”)。
关键作用(yòng):若助剂分散不均(如硫(liú)化剂局部聚集),后续硫化会出现 “过硫” 或(huò) “欠硫”,导致产品报废;开炼机的混炼质(zhì)量直接决(jué)定胶料的硫化可行性(xìng)。 -
第二步:平板硫化机(jī)完(wán)成 “加压硫化成(chéng)型”(实(shí)现产品定型(xíng))
混炼好的胶(jiāo)坯仅(jǐn)为 “待加工中间体”,需通过高温(激活硫化剂)和高压(确保物料充满模具、消除气泡) 完成(chéng) “硫(liú)化反(fǎn)应”—— 使橡胶分子从线性结构交(jiāo)联成三维网状结构,最终获得高弹性(xìng)、高强度、耐老(lǎo)化的实用性能(néng)。
平板硫化机的核心(xīn)功能是提供 “可控的温度(通常 120-180℃)、压力(通常 10-50MPa)和硫化时间”,通过上下热平板夹紧模具(或直接(jiē)压制胶坯),让胶料在模具内(nèi)成型并完成硫化,直接产出符合尺寸、形状要求的成(chéng)品(如橡胶垫片、工业胶板)。
关(guān)键作用(yòng):若无平板硫化机的加压加热,胶料(liào)无法完成交联反应(yīng),也无法定型为特(tè)定产品,混炼胶仅为 “无实(shí)用价值的半成(chéng)品”。
二、从 “设备功能特性” 看:二者(zhě)优势(shì)互补,缺一不可
开炼机与平板硫化机的设计(jì)逻辑完全(quán)围绕 “工艺分工” 展开,单独使用均无法完成完整生产,具体互补性如下:
| 对比维度(dù) | 开炼机(jī)(混炼设备(bèi)) | 平板硫化机(成型设备) | 协(xié)同价值 |
|---|---|---|---|
| 核心功能 | 物料混合、塑化、制坯 | 加压、加热、硫化、定型 | 前者提供 “合格原料”,后者实现 “成品转化”,形成闭环 |
| 工作原理 | 辊(gǔn)筒剪切 + 温度控制(zhì),侧重 “均匀分散” | 平板加压 + 恒温控制,侧重 “反应与定型” | 解决 “混合不均→硫化失(shī)败”“无压→产品缺料 / 气泡” 问(wèn)题 |
| 输出产物 | 成分均匀的胶(jiāo)片、胶坯(半成品) | 符合尺(chǐ)寸 / 性能要求(qiú)的硫化成品(最(zuì)终产品) | 从(cóng) “原料” 到 “成品” 的直接衔(xián)接,减(jiǎn)少中间环(huán)节损耗 |
| 无法替代的痛点 | 无加压功能,无法(fǎ)让物料定型或完成硫化反应 | 无混炼(liàn)功(gōng)能(néng),无法处理生胶与助剂的混合(hé) | 单独使用(yòng)均无法产出合格成品,必须搭配使用 |
三、从 “实际生产效率与成本” 看:搭配使用可优化流程、降低损耗
在工(gōng)业化(huà)生产中,二者搭配不仅是 “技术(shù)必需”,更是 “效率与成本优化” 的选择:
- 减少物料转运损耗:开炼机输(shū)出(chū)的胶坯可直接裁(cái)切(qiē)后送入平板硫化机的模具,无需额外处理(如二次加热、重新(xīn)混炼),避免物料在转运中受潮、污染或成分分(fèn)离,降低(dī)废品率。
- 适配中小批量生产场景(jǐng):对于中小型企业(如密封件厂、橡(xiàng)胶(jiāo)制品(pǐn)作坊),开炼机(投资较低(dī)、操作灵活)+ 平(píng)板(bǎn)硫化(huà)机(模具更换便捷)的组合,可快(kuài)速切换产品(pǐn)类型(如从 O 型圈切换到橡胶(jiāo)垫片),无需搭建复杂的连续生产线,性价比更高。
- 工艺参数协同可控:开炼机的混炼温(wēn)度、时间可与平板硫化机的硫化温度、时间匹配(如开炼(liàn)机预热胶料至 80-100℃,可缩短平(píng)板硫化机的升温时间),进一步提升(shēng)生产效率,保证(zhèng)产品性能稳定性。
总结(jié):二者搭配是 “工艺逻辑 + 功能互(hù)补” 的必然结果
简单来说,开炼机是 “厨师备菜”(把生(shēng)食材和调料混合成半成品),平(píng)板硫化机是 “厨师烹饪(rèn)”(把半成品做成可食用的菜) —— 没有 “备菜”,“烹饪” 无原料可用;没有 “烹饪”,“备菜” 仅为半成品,无法满足最终需求。二者的(de)组合,正是橡胶 / 塑料硫化成型工艺中 “前处理” 与 “终成(chéng)型” 的完美衔(xián)接,是实现从原料到成品的核心生(shēng)产模式。