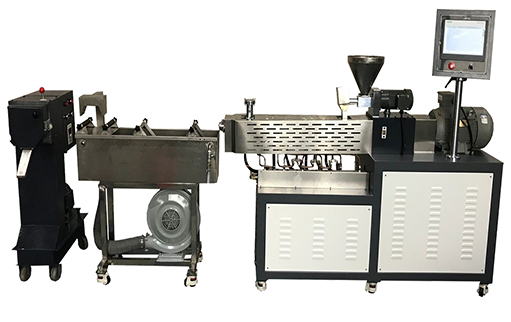
雙螺杆擠出機
簡(jiǎn)介:本機適合工程塑膠、改性塑膠、廢舊塑膠、色母(mǔ)粒的混煉加工實驗。具有均質、塑化著色、填充改性等(děng)功能。與單螺杆擠出機(jī)的擠出過程相比,齧合同向雙螺杆擠出機的(de)擠出過程更為複雜、多 變,因為影響這一過程的因素更(gèng)多,如加料量、螺(luó)杆構型、螺杆齧合(hé)、操作條件 (溫 度、螺杆轉速) 等。
列出了物料自加料口加入到(dào)離開雙螺杆,物料在螺杆機筒中經曆的擠出過 程。該擠出過程包括(kuò)加料段、熔融段、熔體輸送段、混合段、對空(kōng)排氣段、均化段、真(zhēn) 空排氣段、計量段(duàn)。在熔體輸送段還可以將(jiāng)添(tiān)加物(wù)加入(rù)。當然,並非(fēi)每(měi)一種擠出過程都(dōu) 必須(xū)包括這(zhè)些(xiē)階段(duàn),有的還要多(duō)一些,有的則少一些,但基本上包括這(zhè)些(xiē)階段。
①在加料段 (也稱固(gù)體(tǐ)輸送段),物料由計量加(jiā)料器加入機筒加料口下方的(de)螺杆 後,螺槽(cáo)並不(bú)是全充滿的,有一個充滿度 (小於1),物料呈固體狀態(tài)。這(zhè)一段的螺杆 基本上由正向輸送螺紋元件組成,但螺紋導程可由大到小,以提高物料對螺槽的充 滿度。
②物料(liào)進入熔融(róng)段後,在機筒加熱器傳(chuán)給機筒的熱(rè)量和螺杆(gǎn)元件 (捏合盤) 對物 料的擠壓、剪切所產生的熱量作用下(xià),物料開始熔融,在通過該段後,基本變為熔體。 這一段物料(liào)的充滿(mǎn)度比固(gù)體輸送段高,有壓力產生,耗費的能量最大。
③接下來物料進入熔體輸送段,由熔融段輸送過來的殘留固相最後熔融變為熔體。 該段的螺杆由大導(dǎo)程的正向輸送螺紋元件組成,物料的充滿度(dù)低 (小於1),未建立壓 力,故可在此段將要添加的物料 (聚合(hé)物或添加(jiā)劑) 加(jiā)入 (用側(cè)加料器或垂(chuí)直加料器(qì) 加入)。
在熔體輸送段加入的物(wù)料和(hé)熔體一起進(jìn)入由捏合塊組成的混合段,進行混合 (分 布混合和(hé)分散混合)。
④在混合段下遊緊接著對空排氣段,該段由大導程的正向輸送螺紋元件組成,混(hún)合 物對螺槽的充滿(mǎn)度低 (小於1),故有較大的(de)自(zì)由表麵積可(kě)將上遊物料熔融、混合時產(chǎn) 生的氣體(tǐ)和側(cè)加料(liào)器加入物料時帶入的氣體在大氣壓下排到空(kōng)氣中去。
⑤物料進入(rù)對空排氣段下遊的均(jun1)化(huà)段後,在捏合塊剪切作用下對混合物各組分進行 均化 (主要是分布混合,但對仍未分散的組分亦繼(jì)續進行(háng)分散混合),使各組分混合(hé) 均勻(yún)。
⑥在均化段下遊緊接(jiē)的真空排氣段(duàn)中(zhōng),對殘留在物料中的氣體,進一步(bù)強製排(pái)氣, 這一段的螺杆是(shì)由大(dà)導(dǎo)程(chéng)的正向輸送螺紋元件組(zǔ)成,物(wù)料的充滿度低 (小於1),有較 大的自由(yóu)表麵積,利於排氣。
⑦在計量段,由於螺(luó)杆的導程(chéng)變小,熔體(tǐ)對螺(luó)槽的充滿度變大 (等於1),故建立 起壓力,以便最後將已混合的物料由口模擠出造粒(lì)。
以上是物料在(zài)擠出過程中(zhōng)經曆的(de)各個(gè)階段。在不同階段 (有(yǒu)不同螺杆構型相對 應),物料的物理狀態、充滿度、消耗的能(néng)量、建立的壓力和溫度分布都是不同的(de)。因 而蝴蝶视频可以用這些參量來描寫擠出過(guò)程。根據物料在擠出過程(chéng)中物(wù)理狀(zhuàng)態的變化,我(wǒ)們 可將其劃分為固體輸送、熔融、熔體輸送、混合、排氣等(děng)幾個典型階段,這和單螺杆(gǎn)擠 出過程有(yǒu)點類似。下麵將分別討論。
(2) 螺(luó)杆組合
雙螺(luó)杆擠出機的螺杆是積木式組合方式,關於(yú)整(zhěng)根螺杆的組合應根據具(jù)體配方、物 料特性、混合要求、操作條件(jiàn)來進行選擇(zé)。
下麵舉例說明針對不同使用要求,如何進行螺杆(機(jī)筒) 元件組合。
首先要確定螺杆全長由幾段組成。所謂幾段,可用加料口(kǒu)、排氣口來劃分。若隻 有一個加料口,而無第(dì)二加料口或排氣口,則(zé)可視為一段。若有兩個加料口或一個 排氣(qì)口及一個加料口,則視為兩段,依此類推。究竟用幾段,要根據混合(hé)工藝(yì)的要 求確定。
例1: 在一種樹脂中(zhōng)加入固體填料,進行填充改性,而又不需要(yào)排氣,則一般要一 個加料口,這(zhè)時(shí)可把螺杆、機筒的組(zǔ)合視(shì)為一段組合。但也有例外,如(rú)填料對機筒磨損 嚴重,也可考慮用兩個(gè)加料口,第一個加料口加入樹脂(zhī),第二個加料口加入填料,即當 樹脂熔融(róng)後再將填料(liào)加入,這樣熔體(tǐ)可(kě)把固體填料潤濕包覆,使之不直接與螺(luó)杆(gǎn)、機筒(tǒng) 接觸,而減少後者的磨損。若加入的填料量很大,難以自(zì)一個加料口完全加入,也(yě)可考 慮用第二個加(jiā)料口,甚至采(cǎi)用側加料口。
例2: 將兩(liǎng)種黏(nián)度不同的樹脂進行共混製作塑料合金。需要知道兩種組分配比(bǐ)。 若低黏度的物料占百分(fèn)數少,可用一個(gè)加料口,即采(cǎi)用一段; 若兩組分占的百分比 接近相等,則可用兩個加(jiā)料口,在第一加料口將(jiāng)高黏(nián)度的物料加入,在(zài)其接近熔(róng)融 處設置第二加料口(kǒu),將低黏度的物料以較高的速率加入。如(rú)果低黏度的物料占的比 例很高,甚至(zhì)可用三個加料口。這是考慮(lǜ)到(dào),較高比例的低(dī)黏度的物料若與高黏度 物料一(yī)起自(zì)第一加料口加入,則前者猶如潤滑劑,會阻止剪切元件把能量(liàng)輸入給高 黏度物料,使之不能熔融。采用上述方法是製作共混物時常遵循的(de)等黏度原則的具 體應用。
例3: 如果是將可(kě)熔融的樹脂和不可熔融的橡膠進行共混,選定(dìng)幾個加料口 (或螺 杆分幾(jǐ)段) 要(yào)看具體情況。橡膠含量很少,可用兩個或多個加料口。如果橡膠含量大, 可用1 ~2個加料口。若橡膠含量少(shǎo),橡膠分散(sàn)很難,因為已熔樹(shù)脂的黏度下降很(hěn)快。 為了(le)使橡膠分散,全部橡膠和部分樹脂應在第一加料口加入(rù),其餘的樹脂則在下遊加料(liào) 口加入。
在段數確定後,即可進行每一段(duàn)各種(zhǒng)螺杆元(yuán)件的選擇和組合。由於各段在整個擠出 過程中起的作(zuò)用不同,故各段的組合也應有所不同。現以具有兩個加料口和一(yī)個排氣口 的三段組合為例來分析(xī)一下是如何進行組合的。
第一段: 這一段的主要作用是將樹脂熔融塑(sù)化。螺杆(gǎn)一開始的部位對應第一加料(liào) 口,這裏的螺紋元件(jiàn)的螺距大,槽(cáo)深(shēn),螺槽容積應最大 (大於以後各段螺紋元件(jiàn)),以 容納自計量加料器加入的低鬆密度的物料。緊(jǐn)接著的下一段螺杆應逐(zhú)漸將鬆散的物料壓 實,故應采用螺槽容積逐漸變小的螺紋元件 (通(tōng)過變距、變槽深、變螺棱寬度等(děng)辦(bàn) 法),如果(guǒ)在這(zhè)一段還需對物料進行混合,則可加一段齒形(xíng)螺紋元件,其後再接一段等 距等深的正向螺紋元件,以建立壓力。在正向螺紋元件(jiàn)之後(hòu)可(kě)接(jiē)一組捏合盤,目的在於 促進物料的熔融塑化 (物料在此應基本熔融(róng)塑化),若接反向螺紋元(yuán)件,目的在(zài)於(yú)熔 融、建立壓力並形成密封,以利(lì)於在後麵的第二加料口加料。
第二段: 其主要功能在於加入第(dì)二組分(如玻璃纖維和第(dì)二種(zhǒng)樹脂等),並將其與 由第一(yī)加料口加入的物料混合(hé)。這一段開始的螺紋元件對準第二加料口(kǒu),應當具有(yǒu)較大 的(de)螺槽容(róng)積,使螺槽中的物料(liào)處於半充滿的無壓狀態,以(yǐ)利於物料的加入(rù)。其後可接輸 送元件,再接齒形元件或反螺紋元件(jiàn)或捏合盤元(yuán)件(jiàn) (其錯列角所形成的螺旋方向可為 正向或反向),以利於由兩個加料口加入物料的混合和在其後的排氣口之(zhī)前建立高壓, 形成密封。
第三段: 其主要功能在(zài)於(yú)排氣,進一步混合,最後定壓、定量、定溫地將混合好的 物(wù)料由口模擠出。這一段的開(kāi)始是對著排氣口的螺紋(wén)元件,它的螺(luó)槽容積應當大,以(yǐ)利 於表麵更新。排氣口的下遊,可接正(zhèng)向螺紋輸送元件,但(dàn)螺距應逐漸變小 (即使螺槽 容(róng)積(jī)變(biàn)小),以使(shǐ)物料(liào)逐漸充滿螺槽,建立壓力。如果還需要進一步增強混合效果(guǒ),可 組合一段齒形元(yuán)件或捏合盤元件。在螺杆的最後區段(duàn),應是等距等深(shēn)的正向輸送螺紋元 件,以便最後定量、定壓、定溫地將物料輸送至口模。
以上是一般的螺紋元件組合原則。雙螺杆螺紋元件組(zǔ)合是一項非常複雜、多因素、 多條件的經驗型技術工藝,要結合各種原料(liào)、工藝、溫度、環境等(děng)條件進行探索。但(dàn) 是,螺杆組合的科學合理會提高(gāo)混合(hé)效果和產品質量、提高(gāo)生產效(xiào)率(lǜ)、降低能耗、延長 設備(bèi)使用壽命。所(suǒ)以,螺杆元件組合在共混改性工藝生產中的重要性應引起設備製造廠 商和應用者的高度重視,不斷探索創新,為節能降耗、提高(gāo)質量、擴大產量發(fā)揮重要的(de)作用。